-

湖南禹顺环保科技有限公司
主营:湖南波纹管厂家,长沙双壁波纹管厂家,湖南钢带增强波纹管,长沙钢带增强波纹管,玻璃钢化粪池多少钱,湖南钢带波纹管

湖南禹顺环保科技有限公司
主营:湖南波纹管厂家,长沙双壁波纹管厂家,湖南钢带增强波纹管,长沙钢带增强波纹管,玻璃钢化粪池多少钱,湖南钢带波纹管 10
10
由此看来,“HDPE缠绕增强管受热释放甲醛”这种说法很值得怀疑。另外,在原报道中也提到,检测所进行的环境是刚装修的新房,因此在空气中检测出的甲醛可能其实来源于家具、涂料等装修材料,而非HDPE缠绕增强管。家具建材中普遍使用一种叫做脲醛树脂的粘结剂(正逐步被更环保健康的MDI胶取代),其主要成分就是甲醛,这也是家具建材释放甲醛的主要原因。另外,虽然HDPE缠绕增强管不会释放甲醛,但假如制造过程中厂家使用了某些劣质的粘结剂,那么在受热的情况下也可能会分解并释放甲醛或者其他有害气体。不过,这样带来的甲醛释放量也比较小,远不到对身体健康产生危害的量。
yyyyyy?
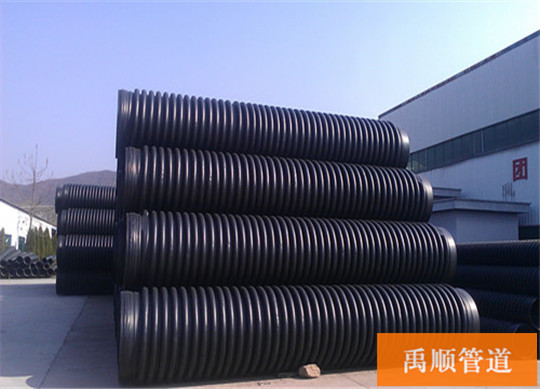
缠绕增强管B型管产品特性:
1.水利条件好,由于HDPE管内壁表面光滑,管道的粗糙系数n=0.009,同等管径条件下,比钢筋砼管道过流量大30%,即在输送相同流量的污水量时,选HDPE管,其管径可比选用钢筋砼管缩小1-2个管道等级。
2.柔韧性好,HDPE管属柔性管,延伸性能好,故较能适应地基较差条件下的施工及地基沉降,特别是沿海地区,地基均较差,沉降严重,该种管材能够大幅度适应不均匀沉降。 3.密封性好,可实现零渗透,由于管道连接可采用电熔焊接技术,使接口处的两端管完全熔为一体,保证了接口不会渗漏。 ?
聚氯乙烯(PVC)作为三大通用塑料之一,由于其成本低廉,力学性能优异,其用量仅次于聚乙烯(PE)。然而,PVC-U制品普遍存在着耐冲击性能不足的情况,其低温脆性尤其明显,表现出一种硬而脆的缺陷。针对PVC的硬而脆的弱点,抗冲改性剂的研发和应用一直以来是PVC改性的热门方向。本文概述了几种常用的PVC抗冲改性的现状,并对PVC抗冲改性的发展前景进行了展望。
通过水解缩合反应合成了一系列含磷多面体低聚倍半硅氧烷(DPOP-POSSs)。利用FTIR、NMR和MALDI-TOF-MS对DPOP-POSS进行了结构鉴定,包括T8、T9和T10笼状结构。采用简单的双螺杆挤出工艺,可以制备出优异的光学透明聚碳酸酯HDPE缠绕增强管/DPOP-POSS纳米复合材料。在HDPE缠绕增强管/DPOP-POSS纳米复合材料中,HDPE缠绕增强管对照的透光率(83%)降低了3-5%。用TGA-FTIR、锥形量热法、LOI和UL-94研究了HDPE缠绕增强管/DPOP-POSS纳米复合材料的热解和燃烧行为。HDPE缠绕增强管/DPO-EST-6纳米复合材料显示LUI值为30.1%和V-0等级。根据TGA-FTIR、XPS和FTIR等测试结果,对DPOP-POSS的阻燃性能和机理进行了评价,并对DPOP-POSS的阻燃机理进行了详细的讨论。DPOP-POSS的主要阻燃活性是由于在凝聚相中形成硅和磷骨架,从而可以提高炭层的热稳定性、强度和完整性。'
HDPE缠绕增强管的通式可以写成[(C8H8?C4H6?C3H3N)x],从分子式不难看出,它本身不含有醛基([-CHO])。我们日常所用的HDPE缠绕增强管并不一定是较“纯粹”的,它们有些经过改性处理形成阻燃HDPE缠绕增强管[2]、增强HDPE缠绕增强管、耐热HDPE缠绕增强管和电镀HDPE缠绕增强管等,但就成分而言,HDPE缠绕增强管本身并不含有甲醛,因此在正常使用时也不会释放出甲醛。而且,HDPE缠绕增强管的热分解温度**过了200℃(根据A/B/S三者比例不同会有小范围波动,这里的200℃为下限值),通常家用路由器的工作温度不会**过70℃,所以在未发生燃烧的情况下,路由器的HDPE缠绕增强管外壳不会发生热分解,甲醛更是无从说起。
??t?
研究了多壁碳纳米管(MWCNT)和炭黑(CB)熔融共混法制备的导电聚合物复合材料(CHDPE缠绕增强管)的蒸气传感行为。选择0.10wt%和0.50wt%的MWCNT含量,分别低于或**HDPE缠绕增强管/MWCNT复合材料的电渗流阈值(0.11wt%),添加0.5~2.5wt%的CB含量。通过将CHDPE缠绕增强管带材暴露于不同的**蒸气中,研究了不同杂化填料含量的CHDPE缠绕增强管带材的耐化学腐蚀性能。发现气敏响应与溶剂和HDPE缠绕增强管之间的Flory-Huggins相互作用参数有很好的相关性,丙酮与HDPE缠绕增强管相互作用较强,反应较强,其次是甲苯,而环己烷与HDPE缠绕增强管相互作用较弱。D只有非常低的传感响应。在循环传感过程中,无论溶剂如何,0.1wt%MWCNT和1.5wt%CB的复合材料的相对电阻变化较大,网络密度较低。该复合材料在甲苯和环己烷中的响应在**次浸渍循环后较高,可认为是平衡循环。在丙酮中,以MWCNT为主的0.5wt%MWCNT和1.5wt%CB的复合材料具有较高的感测响应。
聚碳酸酯是一种抗冲击性强、透明、耐热耐寒的工程塑料。2016年**HDPE缠绕增强管有效产能496万吨,消费量433万吨,CR5占有率约为80%,为寡头垄断格局。据产业网预测,未来**HDPE缠绕增强管需求增速保持每年3%-5%,产能增速约为4%,需求增量主要来自于电子电气与汽车领域的发展。
采用单一变量实验考察了不同注射工艺参数对光学制品双折射的分布规律,通过应力-光弹定律计算了对称轴上残余应力值。用Moldflow软件对制品成型过程中型腔内流场进行模拟,分析了厚度方向应力的变化。结果表明,沿熔体流动方向上,制品残余应力是逐渐减小的,浇口附近有应力集中;在合理工艺范围内,适当提高成型温度和模具温度,延长保压时间和冷却时间有助于减小制品的残余应力,保压压力和注塑速度应适中才能改善制品的成型质量。